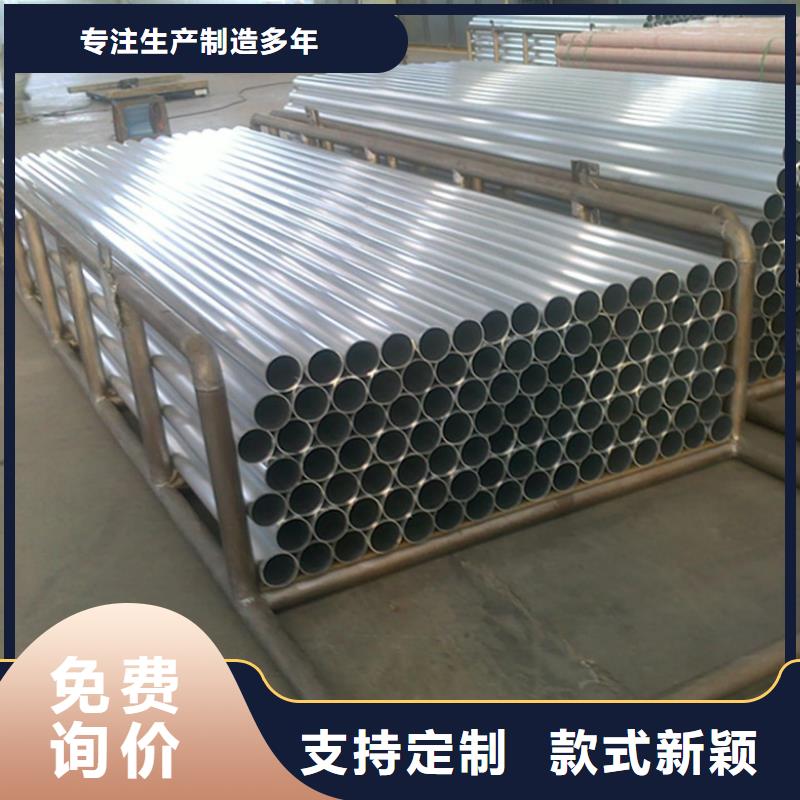
我们诚意满满地为您制作了这部常州【本地】铝管,紫铜排支持定制产品视频,旨在全方位、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:常州【本地】铝管,紫铜排支持定制的图文介绍

辰昌盛通金属材料有限公司
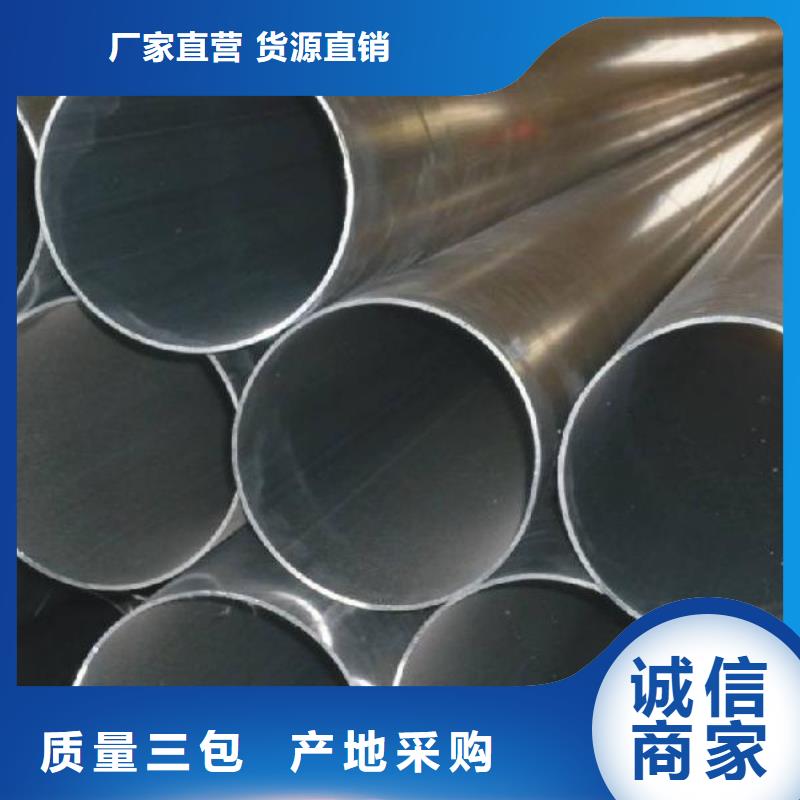
专业生产常州紫铜排
常州紫铜排的图文介绍
专业厂家正规厂家

辰昌盛通金属材料有限公司自建立以来,一直从事设计、生产制造及销售、安装 常州紫铜排、的综合性企业,具有二十多年的生产历史,凭借先进的生产工艺、雄厚的技术力量、完善的售后服务,获得了广大 常州紫铜排、用户的好评及回单。




 扫一扫
扫一扫









